MES制造執(zhí)行系統(tǒng)——實現(xiàn)實時化企業(yè)之利器
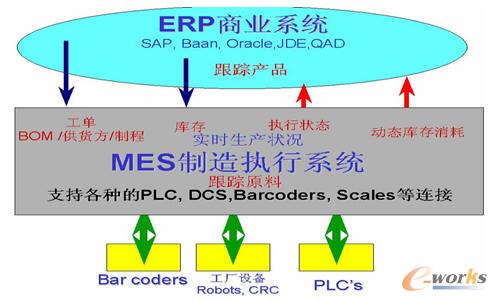
一、MES簡介 作為世界知名的IT咨詢顧問公司,Gartner在2002年末,經過大量不同背景、不同學科的分析員長期的調查研究,Gartner總結歸納出一個對企業(yè)管理必將產生深遠影響的業(yè)務概念RTE(實時企業(yè))。Gartner將實時企業(yè)定義為:實時企業(yè)是一家通過使用最新信息來積極地消除其關鍵性業(yè)務流程中的管理與執(zhí)行中的延遲從而展開競爭的企業(yè)。但是Gartner只告訴我們什么是RTE,而沒有告訴我們怎樣的實現(xiàn)RTE。于是大家眾說紛紜,如某些軟件公司把自己的ERP軟件加上RTE概念就宣稱自己是RTE解決方案等等,其實傳統(tǒng)的ERP系統(tǒng)有SFCS(車間管理)模塊,但是如關鍵工藝的產量、良率、不良項目等均依賴于生產現(xiàn)場人員手工的統(tǒng)計、分析與回報。所以ERP系統(tǒng)無論如何做都沒法實現(xiàn)工廠實時化的。如工單到生產現(xiàn)場執(zhí)行之后,工單的進度如何?原物料的消耗狀況如何?品質狀況如何?設備的運行狀況如何?人員的狀況如何?所有這些。工廠生產現(xiàn)場就像一個黑箱一樣的,信息回報不實時、不準確、不穩(wěn)定等;但是MES制造執(zhí)行系統(tǒng)的出現(xiàn)填補了這個空白,使生產現(xiàn)場透明化,幫助制造企業(yè)實現(xiàn)實時化。 MES制造執(zhí)行系統(tǒng)由美國制造研究協(xié)會AMR于90年代初提出:MES(Manufacturing Execution System) ,其定義如下:由一組共享數(shù)據的程序所組成的、通過布置在生產現(xiàn)場的專用設備(條碼采集器、PLC、傳感器、I/O、DCS、RFID、PC等)對從原材料上線到成品入庫的生產過程進行實時數(shù)據采集、控制和監(jiān)控的系統(tǒng)。 是通過控制包括物料、設備、人員、品質、工藝、流程指令和設施在內的所有工廠資源來提高制造競爭力,提供了一種系統(tǒng)地在統(tǒng)一平臺上集成諸如質量控制、文檔管理、生產調度、設備管理、制造物流等功能的方式。從而實現(xiàn)企業(yè)實時化的信息系統(tǒng)。MES系統(tǒng)實時接受來自ERP系統(tǒng)的工單、BOM、制程、供貨方、庫存、制造指令等信息,同時把生產方法、人員指令、制造指令等下達給人員、設備等控制層,再實時把生產結果、人員反饋、設備操作狀態(tài)與結果、庫存狀況、質量狀況等動態(tài)地反饋給ERP系統(tǒng)。因此MES系統(tǒng)建立起制造企業(yè)的控制層各種設備、儀器儀表、條碼采集設備、PLC等和ERP系統(tǒng)之間的橋梁,完全填補從傳感器到ERP之間的溝壑。如下圖示1
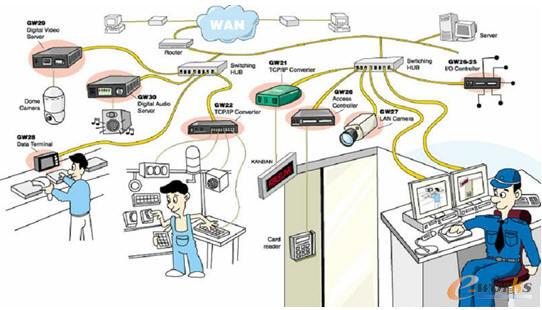
二、MES系統(tǒng)在消費性電子制造行業(yè)的應用 本人曾經參與過各種不同制造業(yè)(電子、家電、機械、汽車、制鞋、制衣等)MES項目的咨詢、規(guī)劃、開發(fā)與實施,本文將消費性電子廠代表性案例,就 MES 導入前后狀況進行說明。希望能給各位有心讀者達到拋磚引玉、舉一反三的效果。 目前國內家電市場是市場開放程度與市場化程度最高的行業(yè),其競爭之激烈,恐怕可稱之為完全的市場經濟。產品銷售在這幾年間從生產導向快速地演變成市場導向、競爭導向、客戶導向、服務導向;廠家之間的競爭迅速變成了成本、品質、服務之間的競爭。近年來隨著商業(yè)資本的日益強大,其勢必追求更大的話事權,如蘇寧、國美、永樂等家電連鎖的日益壯大給家電制造廠商巨大的降價壓力;這邊原材料加價(如:銅、鐵等漲價超過40%);龐大的成品庫存;而銷售、市場費用只能增不能減等等,所有這些因素大大壓縮了家電制造廠商的利潤,逼使家電制造廠商去采用新的管理手段與方法應用于生產現(xiàn)場來提升產品品質、降低產品制造成本。因而也使得生產現(xiàn)場的狀況起了很大的變化,傳統(tǒng)現(xiàn)場管理方式己無法應付這新的局面,我們可將目前生產型態(tài)及引申的問題歸納成以下幾點: (1)產品生命周期縮短 該電子廠有500多人研發(fā)隊伍,共同致力改進現(xiàn)有產品功能及新產品研究,迎合市場需求。每年推出的新產品成千上萬種,并且推出新產品的周期越來越短。產品汰舊換新加速迫使產品設計,工程及生產部門之間的關系越來越緊密。生產單位不斷面臨新的零組件,新的設備,新的制造流程及經常性的工程變更,生產現(xiàn)場需要一套實時生產指示系統(tǒng),有效地指引生產人員作業(yè)規(guī)范,同時能正確迅速地將生產狀況反應給設計制造部門,及時找出新產品生產問題。 (2)少量多樣生產型態(tài) 該電子廠除了大量生產自己公司的自有品牌產品之外,還為Dell、HP、IBM、GE、Phlips等大廠做大量的OEM/ODM代工生產,生產線達15條之多,每天每條生產線生產的工單有10多張,由于少量多樣的生產型態(tài),現(xiàn)場隨時充斥著眾多不同的制造工單,不同的在制品、零組件,生產單位必須具備混線生產能力,彈性而有效率地在一天當中應付不同產品生產所需。 (3)市場變化快速難以預測 消費電子產品是國際競爭壓力大的產品,市場變化快。銷售部門的銷售計劃經常變化,客戶的銷售預測、訂單更是經常變化。商場如戰(zhàn)場,過去大規(guī)模正規(guī)作戰(zhàn)已不復見,而現(xiàn)在強調的是快速反擊部隊,能應付全球各地突發(fā)狀況。生產現(xiàn)場也是要能機動地應付變化快速難以預測的訂單式生產型態(tài)。 (4)國際性競爭,日益激烈 中國大陸加入WTO,經濟的發(fā)展國際化腳步進一步加快,所面臨的不僅是國內競爭而是面對全球各地一流產品的競爭壓力。就生產而言,所面臨的是要不斷提升產質量及降低生產成本。過去老板生意好做,只把生產現(xiàn)場當作是一黑箱作業(yè),如今在競爭壓力下必須將此黑箱作業(yè)透明化,找出任何影響質量及成本的問題,并尋求具體的對策。 (5)原材料供應JIT化需求 由于產品品種多、生命周期短,為了降低原材料庫存,該廠要求其大部分供應商在其周圍設周轉倉。但其生產線有需要的話,供應商才送貨。其靠提高送貨頻率來降低原材料成本,這要求供應商能實時了解該廠的動態(tài)庫存,因此眾多供應商希望能通過該廠門戶網站實時了解其原材料在該廠各個倉庫及生產現(xiàn)場的動態(tài)消耗狀況。 (6)客戶實時信息需求 該廠為Dell、HP、IBM、GE、Phlips等大廠做大量的OEM/ODM代工生產,這些國際性的大公司要求能看到其向該廠所下訂單的生產進度以及訂單的品質分析報告(SPC圖表)。 該系統(tǒng)以條碼(barcode)為主要方式數(shù)據采集方式,結合各種數(shù)據機床、測試儀器等設備采集生產實時數(shù)據,實現(xiàn)對生產流程的控制,對品質的監(jiān)控,并對生產數(shù)據進行收集、分析和整理以提供管理所需的報表。 1、基于TCP/IP智能工廠 中江聯(lián)合信息技術公司是國內專業(yè)從事MES軟件產品的高新軟件企業(yè),其根據客戶生產現(xiàn)場管理的需求,提出了基于TCP/IP智能化工廠解決方案。把工廠現(xiàn)場的影像監(jiān)控、電子看板系統(tǒng)、現(xiàn)場廣播系統(tǒng)、條碼采集系統(tǒng)、各種現(xiàn)場自動化設備以及監(jiān)控電腦、門禁考勤系統(tǒng)等全部整合在基于TCP/IP以太網上,實現(xiàn)了工廠監(jiān)控、控制、管理的一體化。如下圖:
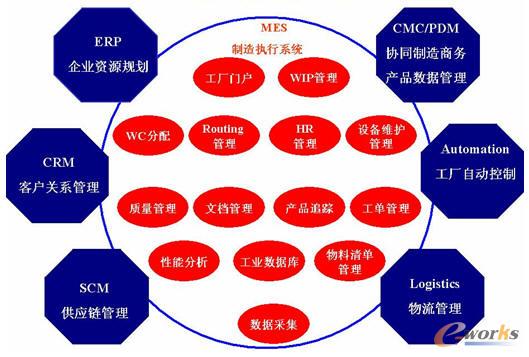
2、實現(xiàn)功能 該場MES系統(tǒng)實現(xiàn)了十四個主要的MES功能模塊,包括:工廠門戶、工序詳細調度、WIP資源分配和狀態(tài)管理、WC生產單元分配、過程管理、HR人力資源管理、設備維護管理、質量管理、文檔管理、產品跟蹤、物料清單管理、性能分析、工業(yè)數(shù)據庫和數(shù)據采集。MES的功能模型如圖所示。
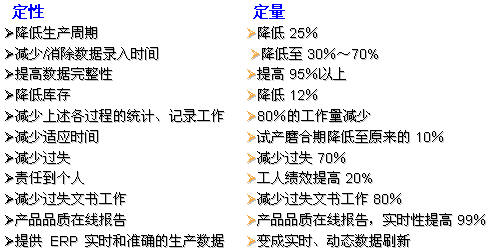
MES功能模型 MES不是一個獨立的系統(tǒng),而是整個企業(yè)信息化中的重要組成部分,其跟企業(yè)的ERP、CRM、SCM、Logistics、Aotumation、 CMC/PDM都有密切的管理,共同組成整個企業(yè)的信息化系統(tǒng)。MES系統(tǒng)各模塊的功能簡述如下: (1)工廠門戶:供應商、客戶、工廠各級管理人員、工人、工程師等均可以在該模塊了解到工廠的實時運行信息。 (2)WIP資源分配和狀態(tài)管理: 指導勞動者,機器,工具和物料如何協(xié)調的進行生產,并跟蹤其現(xiàn)在的工作狀態(tài)和剛剛完工情況。基于計劃和實際產品制造活動來指導工廠的工作流程。這一模塊的功能實際上也可由生產單元分配和質量管理來實現(xiàn)。這里是作為一個單獨的系統(tǒng)來實現(xiàn)。 (3)WC生產單元分配:通過生產指令將物料或加工命令送到某一加工單元開始工序或工步的操作。 (4)Routing工序詳細調度:定義產品的加工工藝與流程,通過基于有限資源能力的作業(yè)排序和調度來優(yōu)化車間性能。 (5)HR人力資源管理:提供按分鐘級更新的員工狀態(tài)信息數(shù)據(工時,出勤等),基于人員資歷,工作模式,業(yè)務需求的變化來指導人員的工作。 (6)維護管理: 通過活動監(jiān)控和指導保證機器和其它資產設備的正常運轉以實現(xiàn)工廠的執(zhí)行目標。 (7)質量管理: 根據工程目標來實時記錄,跟蹤和分析產品和加工過程的質量,以保證產品的質量控制和確定生產中需要注意的問題。采用QC七大手法、SPC對品質進行分析、統(tǒng)計,進而改善品質。 (8) 文檔管理: 管理和分發(fā)與產品,工藝規(guī)程,設計,SOP,或工作令有關的信息,同時也收集與工作和環(huán)境有關的標準信息。 (9)產品跟蹤: 通過監(jiān)視工件在任意時刻的位置和狀態(tài)來獲取每一個產品的歷史紀錄,該記錄向用戶提供產品組及每個最終產品使用情況的可追溯性。 (10)工單管理:對ERP排產后的工單進行實時跟蹤與管理,了解其生產進度、品質狀況等信息。 (11)性能分析:將實際制造過程測定的結果與過去的歷史記錄和企業(yè)制定的目標以及客戶的要求進行比較。其輸出的報告或在線顯示用以輔助性能的改進和提高。 (12)工業(yè)數(shù)據庫:對生產現(xiàn)場采集上來的海量工業(yè)實時數(shù)據進存儲、壓縮、檢索、備份、恢復等管理。 (13)產品清單管理:將生產中用到的原材料、半成品的標準用量、供應商、批次等進行管理,再根據實際的用量、供應商、批次等進行比較,為動態(tài)庫存、JIT供應提供支持。 (14)數(shù)據采集: 監(jiān)視,收集和組織來自人員,機器和底層控制操作數(shù)據以及工序,物料信息。這些數(shù)據可由車間手工錄入或由各種自動方式獲取。 3、實施MES后的前后比較 結合企業(yè)目前的生產管理現(xiàn)狀和需求,我們對MES上線前和上線后的生產現(xiàn)場管理進行比較,從中不難看出MES的效益來。 (1)流程卡管理 導入前: 目前企業(yè)在生產中沒有實行這一制度,在一般的電子、家電業(yè)中都會實行流程卡的管理。每一在制品附一流程卡片,作業(yè)員完成一制程須將日期、人員、生產信息填寫在流程卡上,在成品包裝前,收集起來,以備日后維修查詢之用。 導入后: 不但能把流程卡管理這一制度建立起來,同時因為系統(tǒng)的大部分生產數(shù)據的收集均通過條碼設備、自動化設備,大大加快了數(shù)據收集的速度,生產線的效率不但沒有降低,反而得到了大大的提高。每一流程卡附上該在制品序號條形碼,作業(yè)員完成一制程后,利用條形碼輸入序號,及生產數(shù)據(例如:不良代碼也印制成條形碼),MES自動并入時間,工作站,人員資料,存入流程卡數(shù)據庫中。 (2)工單追蹤管理 導入前: 利用每日生產表格由生產單位組長填寫各工單投入產出,人員出勤等資料,再匯總計算出各制令進度。然而組裝生產線流程快速,生產主管永遠無法得知各工單目前的進度。 導入后: 每站(需管制的站點)需刷流程卡序號,計算機可自動計算出其所屬工單在各生產單位詳細過程及最近狀況,主管辦公室之計算機可得知全廠一分鐘前工單最新狀況。如果主管遠在國外,只要其能進入MES工廠門戶系統(tǒng),了解整個工廠的工單運行情況變成了彈指之間的事。 (3)在制品追蹤管理 導入前: 目前企業(yè)沒有對WIP倉庫進行有效的管理,常造成一堆不良品、待修品積壓在現(xiàn)場。 導入后: 利用流程卡完整數(shù)據,SFCS可追蹤每一在制品最新位置、狀態(tài),統(tǒng)計整理后,可以依制令別,產品別或現(xiàn)場區(qū)段,追蹤在制品分布狀況。 (4)設備管理 導入前: 不同機種設備時間長短不同,雖然設備多用PLC控制,自動輸送帶控制, 但是仍須由人在現(xiàn)場操作,掌握信息不足,無法對設備做有效地利用。 導入后: 透過中江聯(lián)合MES與生產設備聯(lián)機,可以利用MES直接控制PLC,進,可以有效掌握設備時間及空間利用。 (5)包裝監(jiān)督 導入前: 相同產品,因不同地區(qū)客戶,需配置不同文字手冊,電源等包裝材料,但因混線生產,易生錯誤(如放置兩本文字手冊、電源線多放了一條等)。 導入后: 可立即給予包裝人員明確包裝指示,避免疏忽,或是進一步整合防呆系統(tǒng)可進一步當錯誤時立即發(fā)出警示。 (6)品質監(jiān)控管理 導入前: 品質資料由品管站輸入品質表格中,但因是人工填寫,資料有限,而完整的檢修資料是填寫在流程卡中,數(shù)量多,少有工廠輸入計算機,因此多是事后整理品質報表做為未來品質改善,但又因數(shù)據不完整、不正確, 不容易找到真正原因。 根據我們與企業(yè)的交流與生產現(xiàn)場參觀,品質狀況得不到實時的更新,品質管控中所需要的P管制圖、Pn管制圖、 -R管制圖等重要的品質圖表均有人工事后繪制,不能實時了解生產現(xiàn)場的狀況,各種品質管制圖幾天得不到更新。 導入后: 檢測修護、維修資料全由條形碼,或計算機立即輸入,或從測試檢測儀器中實時取出數(shù)據進行分析,現(xiàn)場可連接品質看板,實時顯示最新品質狀況,并可做完整詳細統(tǒng)計分析,有效找出品質問題。為品管部門提供實時、動態(tài)的P管制圖、Pn管制圖、 -R管制圖;再也不用為了要向客戶提供這些管制圖而手忙腳亂了。 (7)出貨管理 導入前: 須利用人工記錄那些出貨序號,給那一位客戶,以做售后服務,也因缺乏實時核對能力,常在出貨之機種及數(shù)量上發(fā)生錯誤,造成不小的損失。 導入后: 出貨同時,刷讀外箱序號條形碼,可立即核對,如不符出貨條件,可立即告之出貨人員。同時把出貨信息上傳ERP系統(tǒng)。 (8)自動化設備整合 導入前: 企業(yè)用的SMT、ICT、AI、ATE等設備多獨立運作,效益不高,設備管理也不佳。 導入后: 將MES與SMT、AI 等整合,可自動得取生產資訊及設備狀況,與ICT、ATE等整合,可自動得取測試資料。 (9)現(xiàn)場物料管理 導入前: 企業(yè)每天一條線生產10多張工單,因混線生產,無法掌握實際生產狀況,常發(fā)生造缺料停線。 導入后: MES可以隨時掌握最新各制令,各機種組裝數(shù)量,可以實時計算出現(xiàn)場物料狀況,以預做供料準備,有效降低這方面人力及缺料現(xiàn)象。 (10)售后服務 導入前: 也不知其何時出貨,很難提供有效的售后服務。客戶回修之產品,企業(yè)可以方便地找出出貨時間、出貨客戶(有出貨條碼管理系統(tǒng));但如果想了解該產品在生產時的信息,由于出貨沒有與生產數(shù)據進行整合,要找出其原來的生產信息,須花費相當大的人力。 導入后: MES提供追蹤功能,可以掌握每一成品完整流程卡資料、當時生產現(xiàn)場的狀況及出貨時間、出貨客戶,追蹤成品在生產中的各種記錄,可提供客戶完整的售后服務。 (11)原料入庫管理 如果要進行原料入庫方面的管控,MES可以有專門的原材料入庫管理模塊。我們認為只要對主要的原材料進行條碼管理,次要的只要進行批號管理就可以了。當主要原材料進行驗收時,對其進行掃描,系統(tǒng)根據其提供的資料,對其按產品、規(guī)格進行匯總,同時,系統(tǒng)會與ERP進行接口,將數(shù)據寫入到ERP的原料庫存檔中。 (12)效益總結 總體上來說,品質得以實時改善提升,制造成本受控,交期縮短;同時由于該 MES系統(tǒng)提供給大客戶查詢其訂單實時進度、訂單的詳細品質記錄、各種品質管制圖表,因此大客戶認為其是一個數(shù)字化的現(xiàn)代化工廠,能讓他們隨時隨地了解工廠的產能狀況、訂單生產進度、足夠詳細的品質記錄分析報告,進而給該工廠更多的訂單。 4、實施MES的效益分析
三、結 論 制造執(zhí)行系統(tǒng)(MES)軟件彌合了企業(yè)計劃層和生產車間過程控制系統(tǒng)之間的間隔,是制造過程信息集成的紐帶。MES通過強調制造過程的整體優(yōu)化來幫助企業(yè)實施完整的閉環(huán)生產,同時也為敏捷制造企業(yè)的實施提供了良好的基礎。大力推動MES在制造企業(yè)的應用,將對我國成為世界制造中心作出貢獻。 該文章在 2012/12/13 22:37:28 編輯過 |
關鍵字查詢
相關文章
正在查詢... 的專業(yè)生產管理軟件系統(tǒng),系統(tǒng)成熟度和易用性得到了國內大量中小企業(yè)的青睞。")
主要針對港口碼頭集裝箱與散貨日常運作、調度、堆場、車隊、財務費用、相關報表等業(yè)務管理,結合碼頭的業(yè)務特點,圍繞調度、堆場作業(yè)而開發(fā)的。集技術的先進性、管理的有效性于一體,是物流碼頭及其他港口類企業(yè)的高效ERP管理信息系統(tǒng)。")
提供了貨物產品管理,銷售管理,采購管理,倉儲管理,倉庫管理,保質期管理,貨位管理,庫位管理,生產管理,WMS管理系統(tǒng),標簽打印,條形碼,二維碼管理,批號管理軟件。")
同辦公管理系統(tǒng)。")
|


 400 186 1886
400 186 1886